





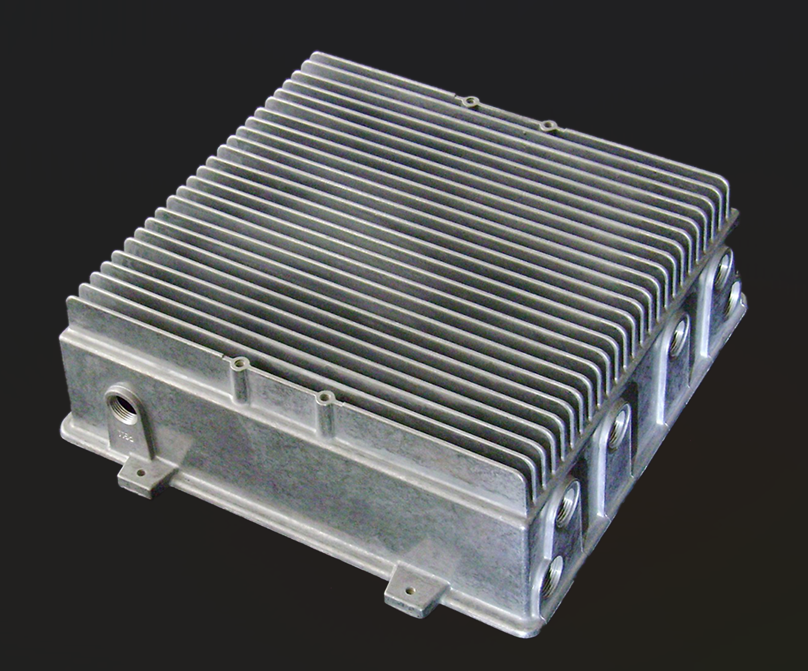
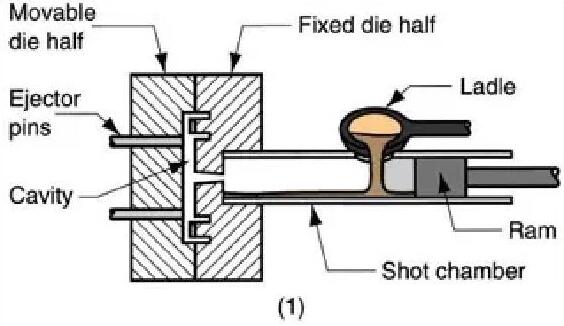
Dissipator caloris fusus KINGRUN processum fundendi in camera frigida utitur, qui in piscina metalli fusi nititur ad formam alendam. Piston pneumaticus vel hydraulicus metallum fusum in formam impellit.Dissipatores caloris KINGRUN fusiimprimis ex mixturis aluminii A356, A380, ADC14 fabricantur.
In processu fabricationis dissipatoris caloris fusi, duae partes formae requiruntur in processu fusionis. Altera pars "pars tegminis formae" et altera "pars ejectoris" appellatur. Linea separationis creatur in parte ubi duae partes formae conveniunt. Forma ita designata est ut fusura perfecta a parte tegminis formae elabatur et in parte ejectoris maneat dum forma aperitur. Dimidia pars ejectoris aciculos ejectoris continet ad fusuram ex dimidia parte matricei ejectoris propellendam. Ne fusurae laedatur, lamina aciculorum ejectoris accurate omnes aciculos e matrice ejectoris simul et eadem vi expellit. Lamina aciculorum ejectoris etiam aciculos retrahit post fusuram ejectoris ad sequentem iactum praeparandum.
Campus applicationis dissipatoris caloris
Dissipatores fusi sub alta pressione optio sumptuum efficax sunt ad applicationes magni voluminis quae ponderi obnoxiae sunt et qualitatem superficiei cosmeticam superiorem vel geometrias complexas requirunt, quae aliter in methodis alternativis fabricationis dissipatorum non obtineri possunt. Dissipatores fusi sub forma fere perfecta producuntur, parvam vel nullam additam compositionem vel machinationem requirunt, et complexitate variari possunt. Dissipatores fusi sub pressione populares sunt in...AutocineticaetTelecommunicationes 5Gmercatus propter singulares formae et ponderis requisita necnon necessitates productionis magni voluminis.
Processus fusionis dissipatoris caloris fusi sub pressione
Hae sunt gradus typici in processu fusionis sub pressione KINGRUN:
• Formam/formam matricis crea
• Matricem lubricare
• Imple formam metallo liquefacto
• Eiectio ex dimidia parte tegumenti
• Excutio ex dimidia parte matricis eiectricis
• Superflua materia resecanda et deinde trituranda
• Dissipatorem caloris fusum pulverulenter inducere, pingi, vel anodisare
Tempus publicationis: Iun-XV-MMXXIII




